
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
C5表示精度等级C5级.
以300mm有效行程误差核定:C0=0.0035、C1=0.005、C2=0.007、C3=0.008、C5=0.018、C7=0.005、C10=0.210
国内精度对照表:C1(P1)T1、C2(P2)T2、C3(P3)T3、C4(P4)T4、C5(P5)T5、C7(P7)T7、基本标准
滚珠丝杠按GB分类有P类和T类,即传动类和定位类,精度等级有1、2、3、4.....几种,国外产品一般不分传动还是定位,一律以C0~C10或具体数值表示,一般来说,通用机械或普通数控机械选C7(任意300行程内定位误差±0.05)或以下,高精度数控机械选C5(±0.018)以上C3(±0.008)以下 滚珠丝杠维修,光学或检测机械选C3以上。特别需要注意的是 滚珠丝杠维修精度,精度和价格关联性很大,并且,精度的概念是组合和维持 沈阳滚珠丝杠维修,也就是说,螺杆的导程误差不能说明整套丝杠的误差,出厂精度合格不能说明额定使用寿命内都维持这个精度。这是个可靠性的问题,与生产商的生产工艺有关。推荐:精度尽量选C7。以上说的都是主要参数,在选用型号时还得用到以下参数:珠卷数,珠径,制造方式代码,预压等级等。分别说明如下:珠卷数:这个参数一般标注在型号的导程后,如4010-4,这个“-4”就是珠卷数,因为有循环方式的问题说起来比较复杂,用户可以简单的理解为滚动体的循环圈数,“-4”就是4个循环,这个数值越大表示负载越大螺母长度越长。
数控机床的各直线轴基本采用滚珠丝杆螺母传动 南京滚珠丝杠维修,滚珠丝杆螺母的传动精度直接影响到数控机床的运行精度和加工质量。滚珠丝杆螺母的相关故障会导致数控机床出现定位精度下降、面光洁度下降、反向间隙过大、机械爬行、噪音过大、伺服驱动报警、电机过载等故障现象,影响机床的正常使用。所以及时排除因滚珠丝杆螺母所产生的故障,是保证数控机床正常运行及加工质量的重要环节。
| 
 HGH35CA限位块带缓冲
HGH35CA限位块带缓冲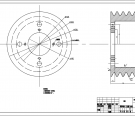 311202236机床主轴皮
311202236机床主轴皮 311202236机床主轴传
311202236机床主轴传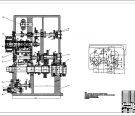 311202236机床主轴CA
311202236机床主轴CA 细长轴出现拉痕的原
细长轴出现拉痕的原








 [信息未更新]
[信息未更新]
 谷歌
谷歌 百度
百度 微软
微软 搜搜
搜搜 雅虎
雅虎 有道
有道 搜狗
搜狗 请点击此处下载
请点击此处下载




 SR270x16.5定位环、
SR270x16.5定位环、 SR230x13定位环、SR
SR230x13定位环、SR SR180x10定位环、SR
SR180x10定位环、SR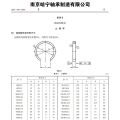 SR160x11.2定位环、
SR160x11.2定位环、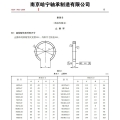 SR140x8.5定位环、S
SR140x8.5定位环、S SR110x10定位环、SR
SR110x10定位环、SR SR90x6.5定位环、SR
SR90x6.5定位环、SR SR72x10定位环、SR8
SR72x10定位环、SR8

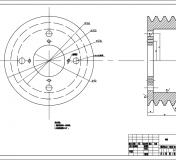 311202236机床主轴皮
311202236机床主轴皮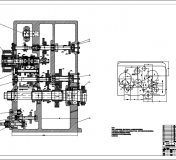 311202236机床主轴CA6
311202236机床主轴CA6 细长轴出现拉痕的原因
细长轴出现拉痕的原因 311202236机床主轴传
311202236机床主轴传